
Los errores en los procesos de epoxi (mezcla, dispensación / aplicación, horarios de curado, etc.) pueden conducir a fallas prematuras de enlace que afectan negativamente la confiabilidad de cualquier ensamblaje de cable. En respuesta a nuestras necesidades de la industria de la información y soluciones más oportunas en torno a estos procesos críticos, FOC desarrolló una biblioteca de epoxi y adhesivos que incluye artículos de blog , consejos y preguntas frecuentes y videos . En el siguiente artículo, revisamos los objetivos de la dispensación de epoxi.
Enfoques para dispensar adhesivos (para el conjunto de cable de fibra óptica) y un nuevo sistema automatizado
El objetivo principal de un sistema de dispensación es inyectar una cantidad consistente y controlable de adhesivo en la férula y el conector. Los objetivos secundarios, como la mano de obra más baja o el tiempo de "takt", el menor costo de uso, etc. son muy importantes, por supuesto, pero son irrelevantes si la cantidad de dispensación no puede controlarse adecuadamente. El hecho de que la mayoría de los epoxies de 2 partes utilizados en las terminaciones de fibra óptica tengan una vida laboral en el rango de horas, y la viscosidad epoxi aumentará gradualmente durante ese tiempo, crea desafíos para controlar el proceso de inyección de epoxi, independientemente del método de dispensación.
Un proceso de dispensación de epoxi "adecuado" debe considerar lo siguiente:
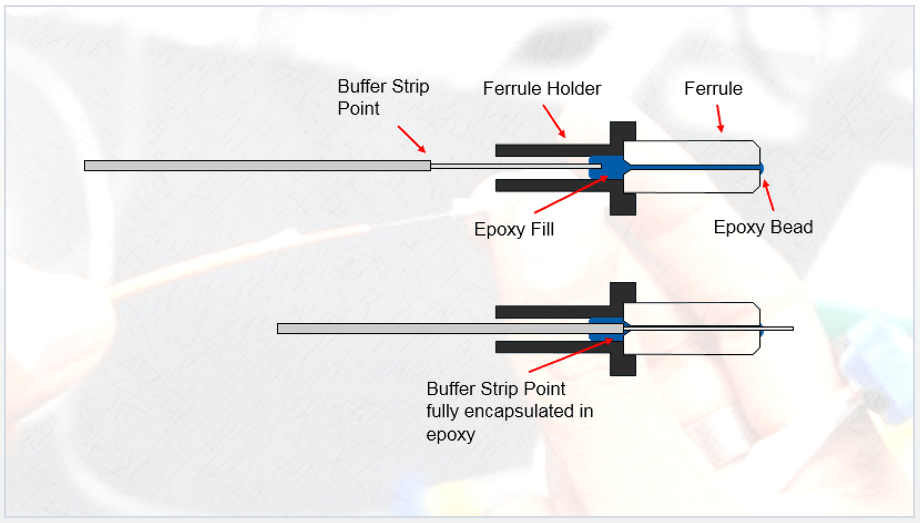
- Todo el orificio del agujero del ferrule debe estar completamente lleno de epoxi.
- En la mayoría de los procesos de dispensación, esto es un logrado al inyectar epoxi a través del back-end de la ferrule, hasta que un pequeño cordón de epoxi sale en la cara final de la férula (el "cuentas epoxi"). Menos común es el uso del sistema de vacío para "tirar" del epoxi en el back-end de la férula a través del orificio de la férula, hasta que sale de la cara final de la férula. Ambos logran el mismo objetivo.
- El back-end de la férula (donde se presiona en el titular de la férula) debe tener suficiente relleno de epoxi para garantizar que el punto de tira de fibra pueda estar completamente encapsulado con epoxi.
- Muy poco epoxi, o vacíos grandes en el epoxi, pueden hacer que la fibra no se encapsule por completo, aumentando drásticamente el riesgo de rotura de la fibra.
- Demasiado epoxi puede derramarse sobre el soporte de la férula después de insertar la fibra, lo que puede bloquear la acción de resorte del conector.
El proceso de "inyección de epoxi" en una línea de ensamblaje de cable es uno que requiere controles de proceso robustos, ya que es casi imposible verificar la efectividad de la inyección (relleno de férula adecuado) con pruebas posteriores, si no hay suficiente epoxi inyectado en la ferrule, la única forma de descubrir es a través de pruebas destructivas (IE transversal) o falla del producto.
Por supuesto, la inyección de epoxi manual puede ser relativamente intensiva en mano de obra y es una "habilidad" que requiere un entrenamiento y monitoreo adecuados. Como resultado, las fábricas pueden beneficiarse de invertir en sistemas de dispensación más costosos que minimizan la mano de obra al tiempo que mejoran el control del relleno de epoxi, lo que resulta en un desecho más bajo y un producto más confiable.
Tres métodos para dispensar adhesivo
Nuevamente, con el objetivo principal que tiene un control cuidadoso sobre la cantidad dispensada, uno de los tres enfoques se usa más comúnmente:
- Manual : este enfoque se basa en la habilidad de un operador bien entrenado para presionar el émbolo de la jeringa, inspeccionar el cordón de la cara final y determinar cuándo se llena correctamente la férula. La dispensación manual puede ser práctica para las operaciones de ensamblaje a pequeña escala. Requiere poco desembolso de capital, y los operadores bien capacitados pueden lograr buenos resultados.
- Neumático : en este enfoque, un operador prepara la jeringa y luego la conecta a una máquina que usa la presión de aire controlada para presionar el pistón y dispensar una cantidad controlada de adhesivo. Los controles electrónicos digitales regulan la presión del aire para compensar la cantidad reducida de adhesivo en el barril después de "disparos" anteriores y los cambios en la viscosidad de un epoxi sobre su vida laboral. Algunas versiones robóticas también incorporan un sistema de vacío para extraer el aire del orificio de la cara final de la férula: para ayudar a dibujar el adhesivo a través de la férula y formar la cuenta. Con dispensación neumática, el proceso depende menos del entrenamiento del operador, pero hay un desembolso de capital adicional para el equipo. La ventaja es un mayor control sobre la cantidad de adhesivo que se dispensa con cada inyección de disparo frente a la inyección manual. Los cambios en la viscosidad epoxi a través de su vida laboral afectarán el tamaño del disparo, y los mejores sistemas de dispensación neumática se pueden programar para abordar esto. Los sistemas neumáticos pueden ser adecuados para necesidades de inyección de pequeña a gran escala, y son excelentes para operaciones con una gran combinación de productos.
- Desemplazamiento volumétrico : este método utiliza un eje roscado para empujar el pistón de la jeringa. El sistema electrónico que gira el eje puede realizar un seguimiento de la cantidad dispensada con cada disparo y alertar al operador cuando sea el momento de cargar una nueva jeringa. El enfoque de desplazamiento logra, al menos en teoría, la cantidad de epoxi dispensada más precisa y repetible, y requiere la menor cantidad de capacitación en operadores. Este método es adecuado para cualquier operación, pero es significativamente más costoso que otros métodos, y por lo tanto, generalmente es considerado por operaciones de mayor volumen, con un ROI más rápido.
Sistemas de dispensación automatizados
Los dispensadores neumáticos o de desplazamiento se pueden usar con sistemas de posicionamiento robótico para implementar un sistema de dispensación automatizado. Tal esquema requiere que un operador cargue las jeringas y monte los dispensadores o "armas" en el posicionador robótico, pero puede lograr una reducción sustancial en el tiempo del operador y las necesidades de personal en una operación a gran escala. Una vez que se carga el sistema, un operador puede pasar a cargar otras estaciones u otras tareas. El robot luego coloca la aguja en la férula, dispensa la cantidad correcta de adhesivo, se mueve al siguiente férula (generalmente en bandeja o estante) y registra datos sobre las férulas en cada ejecución.
Los sistemas robóticos ahorran mano de obra, pero el método de dispensación real sigue siendo neumático o desplazamiento. Algunos robots incorporan sistemas de visión para garantizar la alineación al insertar la aguja en el orificio trasero de la férula. Otros usan sistemas de posicionamiento precisos. Estos sistemas contribuyen a los costos, por lo que una empresa de ensamblaje necesita órdenes de gran calidad con tipos de conector específicos para aprovechar al máximo la dispensación robótica.
Los detalles del sistema de dispensación volumétrica se pueden ver en el blog de marketing FOC, la tecnología de desplazamiento de "airfee" de epoxi , en el sistema de ensamblaje de fibra óptica TM
Conclusión
Los fabricantes de ensamblaje seleccionan el método de dispensación y el nivel de automatización para satisfacer sus necesidades, dependiendo de sus cantidades de pedido, tipos de conector y flujo de trabajo. En cualquier caso, las empresas de ensamblaje pueden trabajar con Fiber Optic Center para implementar el sistema óptimo para sus circunstancias específicas.
