
Publicado 10.6.15 en los procedimientos de IWCS del 64º Simposio Internacional de Cable & Connectivity (2015) por Wayne Kachmar, Presidente Technical Horsepower Consulting LLC. con Fiber Optic Center, Inc.
Abstracto
A medida que se desarrolló la industria óptica de fibra y cables, se acuñaron varios términos para describir propiedades específicas que eran nuevas y diferentes del procesamiento de cables convencional. El término "búfer apretado suelto" se ha utilizado para definir tanto una propiedad específica como un problema de producto que resulta en diferentes definiciones y requisitos para un tipo de cable óptico. El tiempo ha pasado debido a definir un tampón apretado suelto y cómo medirlo. Este documento propone definiciones de varios requisitos de búfer apretado basados en los usos finales. Se esperan métodos de terminación y varios entornos en los que se espera que dichos cables y terminaciones funcionen. El uso de los criterios de prueba y los resultados existentes muestra una gran sensibilidad tanto a las herramientas como a las técnicas y también muestra una gran necesidad de pruebas estandarizadas e interpretación de resultados de pruebas. Este documento también propondrá un conjunto de características basadas en el uso genérico de estos conjuntos tamponados, como el tipo de conexión, el entorno y el tipo de herramienta. Se propusirán una serie de métodos de prueba repetibles, mediciones y características para el "tampón apretado suelto, productos". Se citarán fuentes de error basadas en fallas heredadas de cables de amortiguación ajustada, como la mimación epoxi y la contracción del amortiguador.
Palabras clave: búfer suelto; amortiguador apretado; ajustado; strippable; terminación; estándares; Método de prueba; maldad; epoxy
Introducción
A medida que se desarrolló la industria óptica de fibra y cables, se acuñaron varios términos para describir propiedades específicas que eran nuevas y diferentes del procesamiento de cables convencional. Uno de los que se quedaron fue el término "amortiguador apretado suelto" en los últimos quince a 20 años, el término se usó para definir tanto una propiedad específica como un problema de producto. Esto dio como resultado muchas definiciones diferentes y un amplio conjunto de requisitos para un tipo de cable óptico. Como resultado, eso ha significado muchos productos diferentes para muchos usuarios diferentes. A medida que avanzamos, el tiempo ha pasado debido a crear una definición de lo que es exactamente un amortiguador ajustado y cómo se mide. Este documento propone que definimos los diversos requisitos de tampón apretado en función de los usos finales, como la terminación con un conector de polaco epoxi, una terminación de empalme de fusión y conectores de empalme de campo mecánico. Además, los diversos entornos en los que se espera que funcionen dichos cables y terminaciones también necesitan una definición más clara.
¿Por qué búfer tocado suelto?
A medida que los métodos de terminación e interconexión continuaron evolucionando, evolucionaron dos métodos genéricos de diseño de cables. El diseño más común era un tubo suelto relleno de gel que inicialmente contenía solo una guía de onda óptica por tubo, pero podía contener muchos tubos (para cables de fibra múltiple), y un diseño de cable simple muy robusto comúnmente conocido como tampón apretado. (También se conoce como límite apretado). El diseño del tubo suelto necesitaba un recinto de terminación, como una caja de empalme o un estante de terminación. Inicialmente, estos se empalmaron, se separaron o se furcan en tubos individuales para la terminación. Para cables ópticos de recuento bajo, la alternativa era un aislamiento o un "tampón" para hacer que la fibra de 125 / 250um sea más resistente al manejo y la terminación. Surgió un estándar de 900um poco después del estandarizado del conector óptico SMA. Esto permitió un enlace epoxi sólido a un plástico de ingeniería y la guía de ondas ópticas de vidrio que hacía una terminación robusta que podría manejarse muchas veces con pocas posibilidades de rotura.
Otros métodos de terminación incluyeron empalme de fusión, así como empalmes mecánicos. Muchos de estos métodos evolucionaron para incorporar métodos para estimar la pérdida de empalme antes de sellar permanentemente el empalme. Uno de ellos es el uso de inyección y detección local, (LID). Debido a la necesidad de acceder a la potencia óptica a través de la guía de onda óptica, se requirió la eliminación de recubrimiento del tampón para cierta distancia más allá del empalme. Por lo general, esto ocurrió en un conector en un extremo y un empalme de fusión en el otro extremo. Los cables de búfer apretados ahora necesitaban tener una capa de búfer extraíble para ser compatible con tales sistemas de terminación. Estos empalmes también se colocaron en carcasas donde la cantidad de espacio para el almacenamiento flojo era mínima y una fibra recubierta de 900 um ocupa 13 veces la cantidad de espacio en comparación con una fibra recubierta de 250um. Para una fibra, este no es un problema importante, pero coloque 24 o 72 o 144 fibras en un caso o estante de empalme y la diferencia es significativa.
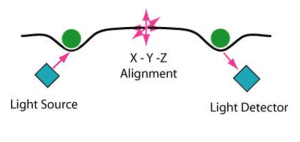
Figura 1. Diagrama del sistema de inyección y detección local

Figura 2. Splicer de fusión equipado con tapa
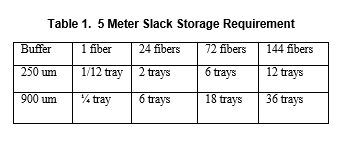
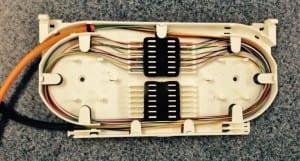
Figura 3. Bandeja de empalme
Una segunda razón para crear un tampón de ajuste cerrado suelto son las fibras especializadas que son mucho más sensibles a las tensiones mecánicas. Estos aparecieron en escena en usos que requirieron protección mecánica y flexibilidad, lo que hace que un diseño de tubo suelto rígido sea inaceptable. Estas fibras pueden ser tan pequeñas como el revestimiento de 60um con un recubrimiento de 150um o tan grande como el revestimiento de 1 mm y el recubrimiento de 1.4 mm. En cada caso, las razones para poder eliminar un recubrimiento relacionado con la aplicación específica.
Los elementos como el empalme y el almacenamiento de la holgura de empalme eran necesidades comunes y, en muchos casos, los instaladores de campo a gran escala que utilizan equipos existentes para el empalme de fusión y la terminación del conector de campo mecánico necesaria para tener un medio estándar (recubrimiento de tamaño) para terminar y entrenar.
Ingrese el búfer suelto suelto
La evolución lógica a un tampón apretado (suelto) extraíble siguió. Debido a las diferentes razones y longitudes de eliminación de tampón apretado requeridos, se propagaron muchas especificaciones diferentes. En algunos casos, el búfer no era más que un búfer suelto muy pequeño que usaba un material de ingeniería duro como el nylon que se eliminaba fácilmente utilizando herramientas de tubo sueltas existentes. En otros casos, la falta de control excesivo de longitud y robustez mecánica hicieron que este diseño se limitara a la utilidad. Un área de preocupación era que en la terminación del conector de la guía de onda óptica, cualquier brecha entre el búfer y el recubrimiento actuaría como un agente absorbente para que el epoxi migre desde el conector hacia arriba a través del espacio intersticial y hacia el cable flexible. Esto casi siempre causaría una ruptura de fibra justo fuera de la interfaz del conector del cable. Como resultado, muchas especificaciones de cable no se pidieron brecha entre el recubrimiento de acrilato y el material del búfer, al tiempo que requieren una capacidad de tira de 2 a 10 cm.
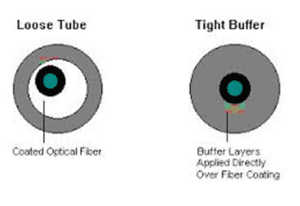
Figura 4. Tubo suelto / búfer bien apretado
Muchos de los conectores instalables de campo dependen del búfer apretado para proporcionar alivio de tensión de tensión mecánica de la fibra óptica en la férula. La presencia de lubricantes o una brecha puede hacer que el rendimiento del conector se degrade. Con la proliferación de fabricantes de cables y conectores de campo, es casi imposible desarrollar una matriz de todas las combinaciones de pruebas posibles. Por lo tanto, se necesitará una serie de definiciones estándar y categorías de búfer apretado suelto para asegurar que los conectores de campo sean compatibles con el tipo de búfer de múltiples cableadores.
A medida que las terminaciones mejoraron y el rendimiento térmico evolucionó, muchos fabricantes de cables de amortiguación apretada tenían dificultades para mantener los niveles de estrés apropiados entre la fibra recubierta y los materiales del tampón. Esto se exacerbó con el movimiento a PVC y materiales de tampón halógeno cero de humo bajo que generalmente eran más suaves (<dureza de la costa 75A). De repente, con muchas aplicaciones diferentes para tampones extraíbles, la proliferación de métodos de prueba y longitudes de tiras aumentó exponencialmente. Esto nos deja hoy con una miríada de diferentes requisitos y métodos de prueba sin un solo estándar para definir la categoría.
Además de la confusión
Como estas nuevas especificaciones de prueba se multiplicaron, también lo hicieron las herramientas y métodos para despojar el búfer. Dado que en muchos casos no se especificó una herramienta específica, proliferaron varios métodos de capacidad de prueba de prueba.
Estos incluyeron cortadores de corte, tipos de guillotina y tipos térmicos utilizando varias herramientas de fabricantes diferentes. Otra variable fue el número de pases que se pueden usar para eliminar la cantidad requerida de material de amortiguación.

Figura 5. Herramienta de despojo de tipo de corte

Figura 6. Herramienta de desnudos de tipo guillotina

Figura 7. Stripper termal
Las fibras y los amortiguadores evolucionan
Para cumplir con los requisitos del usuario final, se usaron muchos métodos para recubrir el recubrimiento de acrilato con lubricantes como el talco u otros lubricantes. Desafortunadamente, algunos de los lubricantes, como los florespolímeros, fueron extremadamente difíciles de limpiar antes de la terminación. Esto dio como resultado una mala unión entre la guía de onda óptica y las férulas. También los polvos como el talco pueden contaminar el área de trabajo. Como resultado, las aplicaciones que requieren un rendimiento ambiental específico, como los rangos de temperatura extendido y cierta resistencia química, también causaron otros problemas en el rendimiento. Algunas de las áreas específicas de preocupación fueron la unión epoxi, la compatibilidad de los materiales del amortiguación y la contracción del tampón.
Categorías y métodos
Las siguientes son una propuesta basada en el usuario para determinar las categorías de materiales de amortiguación ajustada:
- Micro tubo suelto: un polímero de ingeniería dura que rodea libremente una guía de onda óptica recubierta donde el espacio es igual a ½ el diámetro de guía de onda óptico recubierto o menos y no hay material intersticial entre la fibra óptica recubierta y el tubo del tampón.
- Buffer apretado extraíble: un tampón donde el espacio no es visible bajo 100 aumento de potencia, no se usa material intersticial definido como polvo suelto o líquido y se pueden quitar al menos 50 cm de material con un corte circular.
- Tampón apretado removible relleno: un tampón donde el espacio no es visible bajo 100 aumento de potencia, se usa material intersticial definido como polvo suelto o líquido y se pueden quitar al menos 50 cm de material con un corte circular. Los materiales son tales que los rangos de temperatura y humedad especificados para el transporte y la operación, el material intersticial no interactúa químicamente con el recubrimiento de fibra óptica ni el material del tampón durante la vida útil del producto. Esto incluye cualquier aumento de peso o hinchazón de material.
- Buffer apretado frecuente: un tampón donde el espacio no es visible bajo 100 aumento de potencia, no se usa material intersticial definido como polvo suelto o líquido y se pueden quitar al menos 10 cm de material con un corte circular.
- Buffer apretado relleno: un tampón donde el espacio no es visible bajo 100 aumento de potencia, se usa material intersticial definido como polvo suelto o líquido y se pueden quitar al menos 10 cm de material con un corte circular. Los materiales son tales que los rangos de temperatura y humedad especificados para el transporte y la operación, el material intersticial no interactúa químicamente ni con el recubrimiento de fibra óptica o el material del amortiguador durante la vida útil del producto. Esto incluye cualquier aumento de peso o hinchazón de material.
- Buffer semi apretado: un tampón donde el espacio no es visible bajo 100 aumento de potencia, no se usa material intersticial definido como polvo suelto o líquido y se pueden quitar al menos 10 cm de material con hasta 3 cortes circulares.
Métodos de prueba
Actualmente, cualquiera de una serie de herramientas diferentes está en uso para eliminar los buffers. Caen en tres categorías amplias: cuchillas de corte, estas son similares a los strippers convencionales utilizados para la eliminación de alambre fino y son hechas por varios fabricantes diferentes. Se caracterizan por una acción de corte causada por cuchillas paralelas desplazadas que dependen del rendimiento más bajo de los materiales para separar las pequeñas áreas de tampón no capturadas por las cuchillas en ángulo recto. El segundo tipo de herramientas usa cuchillas paralelas que se encuentran con un orificio predrillado dimensionado para el tamaño de recubrimiento de fibra óptica. Por lo general, cortan casi todo el material de la amortiguación por igual y no dejan áreas más gruesas de material para que se rompan durante el tirón de la extracción. Una preocupación con estas herramientas es que el desgaste de la cuchilla puede ser rápido y significativo, lo que hace que su repetibilidad sea pobre. El tercer tipo de herramientas usa alguna variante de los estilos de cizallamiento o guillotina y un calentador térmico para suavizar el material y hacer que sea más compatible con la eliminación. Estas herramientas de tipo que facilitan la extracción se vuelven más comunes en el campo, pero las diferencias en los diseños y materiales de recubrimiento las hacen un candidato poco probable para las pruebas estandarizadas.
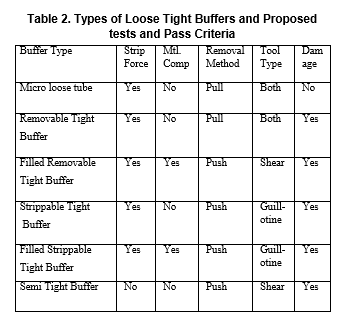
Vale la pena señalar que los tres tipos están en uso generalizado y en uso de fábrica. Muchos grandes usuarios de cables de fibra óptica se han estandarizado en uno de estos tipos. Es importante que se desarrolle un método de prueba repetible que todos los fabricantes de cables y sus clientes puedan usar para verificar el rendimiento y permitir que múltiples proveedores de cable compitan con parámetros de rendimiento igual. A continuación se muestra una tabla que muestra las categorías y tipos de herramientas propuestos para una metodología de prueba propuesta.
Metodología de prueba
Para proporcionar un método de prueba repetible y confiable, necesitamos proporcionar un conjunto de métodos de prueba estándar fácilmente reproducibles. La selección de una (s) herramienta (s) de una o más categoría debe definir la condición de la herramienta (es decir, la nitidez de la cuchilla bajo aumento), así como el entorno y las condiciones de extracción. Se debe definir preguntas como, ¿usamos la herramienta para empujar el búfer de la fibra o usar presión manual para deslizar el material del búfer al tirar del búfer de corte, es necesario definir. (Es probable que dependiendo de las categorías como la longitud eliminada y si hay gel presente, se eligen diferentes métodos por categoría).
Interpretación de los resultados de las pruebas
En el pasado, la prueba de tira estándar de las fibras de amortiguación apretada ha utilizado dos criterios como falla de pase. Estos están relacionados con la fuerza de tira absoluta ejercida en la fibra óptica cuando están en el acto de desnudarse y, en segundo lugar, la longitud del material que puede ser despojado en una sola acción. Como se puede ver en la tabla anterior, hay varias propiedades adicionales que deben tenerse en cuenta. Estos incluyen el tipo de herramienta, daño microscópico al recubrimiento causado por la acción de eliminación, el acondicionamiento de temperatura de la fibra tamponada antes de la prueba, el método de empujar o tirar el tampón y la capacidad limpia de la operación recubierta y de fibra desnuda después de la operación.
Conclusiones
Según el uso existente y ampliado de buffers apretados retirables para una serie de aplicaciones, se deben desarrollar estándares de búfer bien específicos para permitir que los fabricantes de cables desarrollen y prueben esta familia de cables a un conjunto común de estándares. La definición de estas propiedades adicionales permitirá el desarrollo uniforme de productos de terminación que aprovechen estas propiedades definidas. Básicamente, necesitamos clasificar una nueva categoría de cable y permitir que tanto los fabricantes de cables como los fabricantes de terminación la capacidad de utilizar las ventajas de diseño de un conjunto común de propiedades.
Referencias
[1] Procedimientos de prueba de fibra óptica TIA 455A
[2] Telcordia GR-409-Core Número 2
[3] Telcordia GR-409-Core.
[4] ITU 657.A 2009-11
[5] Verizon TPR 9430
[6] Gye-Tae Moon y Sun-Ae Shin, Desarrollo de reutilizaciones súper innovadas (Simple Access-SC) para una instalación rápida, IWCS Proceedings 2012
[7] Lawrence B. Ingram, Beneficios de los estándares para productos de alambre y cables, Actas de IWCS 2012
[8] Figura 1. Diagrama del sistema de inyección y detección local: http://www.thefoa.org/tech/ref/mination/lid.jpg
[9] Figura 2. Fusion Splicer equipado con tapa: http://www.aurora-optics.com/images/altimax_3.jpg
[10] Figura 3. Bandeja de empalme: http://www.fibercommsolutions.com/fiber_optic_splice_trays
[11] Figura 4. Tubo suelto/búfer: https://encrypted-tbn2.gstatic.com/imagesq=tbn:and9gcrlszwo4zpiq5jqmmyfwydskw2c_ntwmkdihfuqckyca4xrddgqqa
[12] Figura 5. Herramienta de eliminación de tipo de corte:
http://www.techni-tool.com/680ie0677?gclid=cnh-q_6hosccfdyshwodj6cjlw&ef_id=vpkenaaaaaea00qwq:20150811221944:s
[13] Figura 6. Herramienta de desnudez tipo guillotina:
[14] Figura 7: Stripper térmico: http://www.signamax.com/optical-fiber-systems/475
